

 手机资讯
手机资讯 官方微信
官方微信摘要 用砂轮进行磨削加工是制造机械零件的常用方法,也是比较复杂的受力过程和振动过程。振动是磨削加工过程中不可避免和十分有害的现象,它能够降低工件的精度和表面质量,严重情况下可导致砂轮的破...
用砂轮进行磨削加工是制造机械零件的常用方法,也是比较复杂的受力过程和振动过程。振动是磨削加工过程中不可避免和十分有害的现象,它能够降低工件的精度和表面质量,严重情况下可导致砂轮的破裂和加工系统的破坏,所以减轻和防止振动是提高磨削质量的重要措施,振动产生的主要原因是:
1. 磨削加工零件时,砂轮工作表面上的每颗磨粒相当一把具有负前角的微型刀刃,但由于每颗磨粒的形状不规则,导致磨削力的变化;
2. 砂轮的偏心、不平衡、高速旋转和系统的弹性变形引起砂轮和加工系统的振动;
3. 磨削加工系统内部振动(如动力部分的振动、传动部分的振动、支承部分的振动)和外部振动(外部振动源传给磨削加工系统引起的振动);
4. 被磨削件的振动。
1 振动分析
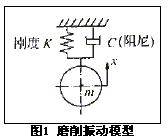
砂轮的不平衡是引起强迫振动的主要原因,也是比较容易检测的,故下面主要分析砂轮的不平衡引起强迫振动。如图1,设被加工件(零件)刚度非常大,显然砂轮在被磨削表面法向(x轴向)上的振动对工件的精度和表面质量影响最大,故主要研究x轴向的振动。

1 振动分析
砂轮的不平衡是引起强迫振动的主要原因,也是比较容易检测的,故下面主要分析砂轮的不平衡引起强迫振动。如图1,设被加工件(零件)刚度非常大,显然砂轮在被磨削表面法向(x轴向)上的振动对工件的精度和表面质量影响最大,故主要研究x轴向的振动。
如图2,砂轮由于不对称而产生不平衡,设不平衡部分集中于一点,其质量为m, m的旋转半径为r,则产生离心力为
F0=mrw2=mr(2pn/60)2 (1)
式中:w为砂轮的角速度(rad/s) ; n为砂轮的转速(r/min)。
离心力F在x轴上的投影为Fx=sin(wt+b), b为初相位角。设系统静刚度为K,振动系统的运动方程为:
方程解得
式中:wn为系统固有频率,wn=(K/m)½,a=C/(2m),C为阻尼系数;wd=(w2-a2)½;阻尼比z=a/wn;频率比l=w/wn;q=arctan 2xl/(1-l2) ;v0为质点m初速度;x0为质点m初始位置在X轴上的投影
 (4)
(4)稳态振动响应H表明了磨削系统固有的振动特性,降低稳态振动响应,是减轻振动的十分有效措施。
2 振动的防治措施
1. 提高磨削系统的动态特性
a. 提高磨削系统的刚度
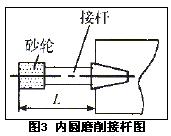
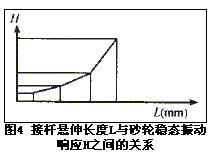
由式(4)、式(5)可知,提高磨削系统的刚度K , 可显著降低稳态振动响应H。由于受空间位置和几何尺寸的限制,内圆磨床接杆一般是细而长(如图3) ,降低了接杆的刚度,是引起振动的主要原因。在M2110A 内圆磨床上磨削一零件内孔,零件是淬火钢,孔径是50.4Omm ,选用内外径分别是6mm 、30mm陶瓷结合剂平行砂轮,砂轮转速14,400r/min , 工件转速20Or/min ,图4表明了内圆磨床接杆悬伸长度L与砂轮稳态振动响应H之间的关系,显然,L愈大,磨削系统的刚度K愈小,砂轮稳态振动响应H愈大。
b.增加磨削系统的阻尼和避开共振区
由式(5)可知,提高磨削系统的阻尼,可显著降低稳态振动响应H 。磨床上大部分阻尼产生于导轨面和连接面,在其导轨面上建立油膜,主轴采用滑动轴承支承,可显著提高磨削系统的阻尼。
当振动频率w接近系统固有频率w0时,l≈1 , 系统发生共振,砂轮振幅剧增,应尽量避免。
图5 砂轮上装减振器
2、采用减振装置
在M1040 无心磨床上磨削直径为20mm 圆柱滚子零件时,其表面产生棱形波纹,经测试发现当振动频率为160~18OHz 时,磨头振幅最大,发生共振现象。对磨头进行激振试验时发现,系统固有频率为17lHz ,为降低系统固有频率,在无心磨床砂轮主轴外端安装阻尼减振器(如图5) ,减振器的外壳与砂轮主轴刚性连接,附加质量滑套在减振器的轴上,外壳与附加质量之间充满具有一定阻尼的液压油。装上减振器后,经测试,发现系统固有频率降为105Hz ,系统稳定性显著改善,零件质量也大为改善(如图6)。
图6 装减振器前后的幅频特性曲线
3、 及时清理砂轮磨削表面
某厂在磨削一台阶长轴时,开始时磨削效果较好,一段时间后产生较强振动现象,经仔细检查,发现砂轮表面阻塞,用金刚笔修整后,振动明显减轻(如图7)。
总之,振动是磨削加工中常见现象,也是一个复杂的物理过程,它严重影响了零件质量。特别是随着技术的发展,磨削加工朝高速高质量方向发展,磨削加工中防振更显重要。
图7 对砂轮进行修整前后的振幅








 豫公网安备41019702003604号
豫公网安备41019702003604号