

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201710222273.4申请日:2017.04.07国家/省市:中国江苏(32)公开号:107009287A公开日:2017.08.04主分类号:B24D18/00(2...
申请号: 201710222273.4 申请日: 2017.04.07
国家/省市: 中国江苏(32)
公开号: 107009287A
公开日: 2017.08.04
主分类号: B24D 18/00(2006.01)
分类号: B24D 18/00(2006.01)
申请人: 江苏新砺河磨具科技有限公司
发明人: 仲怀民; 袁春晓
代理人: 陈丽君
代理机构: 上海海颂知识产权代理事务所(普通合伙)(31258)
申请人地址: 江苏省镇江市扬中市新坝镇科技园区南自路
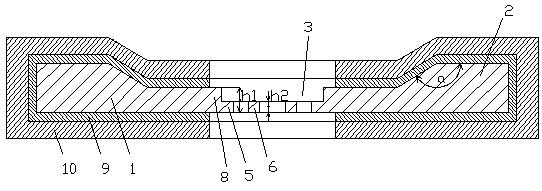
摘要: 本发明涉及一种钢轨打磨砂轮的制造方法,其方法如下:(1)将砂轮原料液浇注至涂有脱模剂的模具中,随后在80~90℃下保温4~5h,从模具中取出在室温下放置2~3h,磨除表面脱模剂,制得砂轮坯体,砂轮坯体顶表面设有若干凸起,砂轮坯体中心设有通孔,通孔内设有转子,(2)在砂轮坯体外表面均匀涂布厚度为0.4~0.6mm的粘结层,(3)按质量份数计将32~47份无碱短切玻璃纤维纱与22~34份树脂基质均匀混合制成玻璃纤维涂敷层,均匀涂敷于砂轮坯体外表面,(4)硬化热处理;本发明各层不易脱落,易于降低各层热胀冷缩系数差异,方便降温,提高砂轮磨削质量和使用寿命。
主权利要求
1.一种钢轨打磨砂轮的制造方法,其特征为,其方法如下:(1)将砂轮原料液浇注至涂有脱模剂的模具中,在130~150℃下热压1~2h,随后在80~90℃下保温4~5h,从模具中取出在室温下放置2~3h,磨除表面脱模剂,制得砂轮坯体,所述砂轮坯体顶表面设有若干凸起,所述凸起呈S型结构,且截面呈直角梯形,所述砂轮坯体中心设有通孔,所述通孔内设有转子,所述转子包括第一转环、第二转环和若干转叶,所述第一转环与砂轮坯体之间设有若干固定块,所述第一转环和第二转环同心设置,若干转叶均匀分布于第一转环与第二转环之间;(2)在砂轮坯体外表面均匀涂布厚度为0.4~0.6mm的粘结层,所述粘结层的组成成分按质量份数计为:聚酰亚胺树脂:38~42份,聚酚醚树脂:30~38份,聚氯乙烯树脂粉:12~16份,ZnO:21~28份,Fe2O3:25~30份,石墨粉:6~10份,在70~80℃下烘干30~50min;(3)按质量份数计将32~47份无碱短切玻璃纤维纱与22~34份树脂基质均匀混合制成玻璃纤维涂敷层,均匀涂敷于经过步骤(2)处理后的砂轮坯体外表面,涂敷厚度为1.5~2.3mm,在80~90℃下烘干30~50min,再在30~45℃下保温2~3h;(4)将经过步骤(3)处理后的砂轮坯体在60~72℃下保温1~1.5h,在90~104℃下保温2h,在140~153℃下保温1~2h,在170~178℃下保温1h,最后在193~200℃下保温3~5h,作硬化热处理,得到成品。








 豫公网安备41019702003604号
豫公网安备41019702003604号