

 手机资讯
手机资讯 官方微信
官方微信摘要 申请号:201610520287.X申请日:2016.07.05国家/省市:中国河北(13)公开号:106112840A公开日:2016.11.16主分类号:B24D18/00(2...
申请号: 201610520287.X 申请日: 2016.07.05
国家/省市: 中国河北(13)
公开号: 106112840A
公开日: 2016.11.16
主分类号: B24D 18/00(2006.01)
分类号: B24D 18/00(2006.01); B24D 3/28(2006.01); B24D 5/12(2006.01)
申请人: 廊坊菊龙五金磨具有限公司
发明人: 杜文波
代理人: 胡静
代理机构: 北京中海智圣知识产权代理有限公司(11282)
申请人地址: 河北省廊坊市大城县新城区
摘要: 本发明属于树脂砂轮制造技术领域,涉及一种切削和磨削两用的树脂砂轮的制造方法。包括配成型料步骤、树脂砂轮半成品坯料成型步骤和烧制成品步骤,其中,配成型料采用具有高粘合能力的酚醛树脂材料,分两次投成型料,控制砂轮厚度在2.5mm以下,使砂轮能够既能够切割又能够磨削。本发明的有益效果为:方便;避免了客户来回更换产品的麻烦,加工效率高;锋利;用着省力、减少了对工件的烧伤;节约能源;厚度减少降低了对工件的损耗;有利于工件的再加工;成本、价格低,有利于本发明所述方法的推广应用。
主权利要求
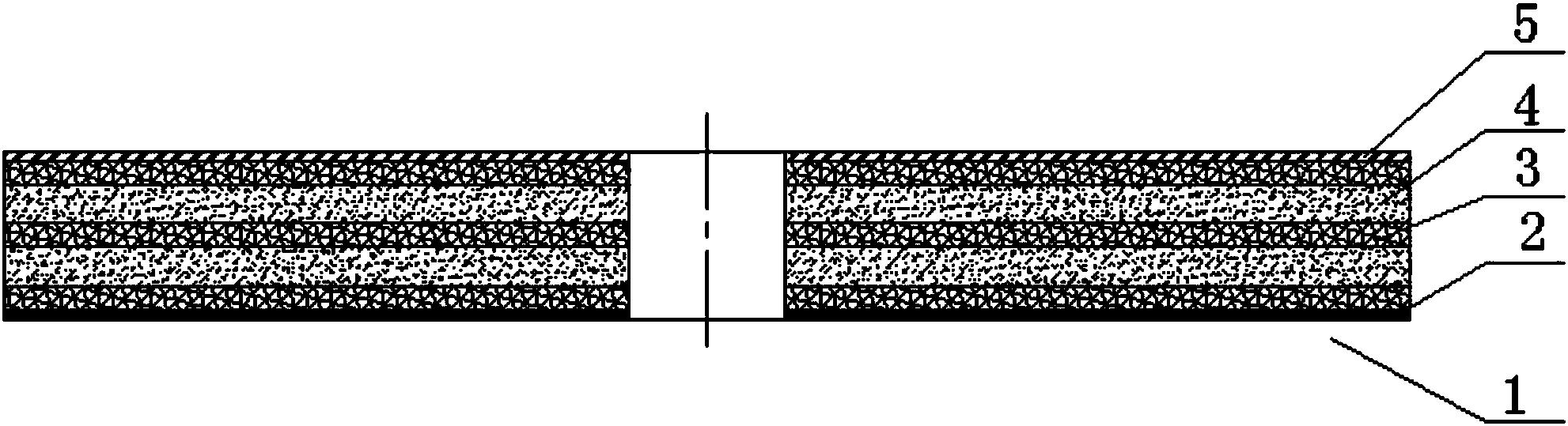
1.一种切削和磨削树脂砂轮的制造方法,其特征在于:步骤一、配制成型料:采用的原料及重量配比份数为:单晶刚玉30-50份、镀衣刚玉50-70份,加入酚醛树脂粉20-25份、酚醛树脂液9-15份,冰晶石8-12份,炭黑1-3份;步骤二、树脂砂轮半成品坯料成型:步骤1:放置黑纸:在模具中放入黑纸;步骤1:第1次放网片:所述网片为60g/m2-100g/m2的高强度无碱玻璃纤维网片;步骤3:第1次投所述成型料:投入所述成型料总重量的2/5;步骤4:第1次刮料:用平刮板将所述第1次投入的所述成型料刮平;步骤5:第2次放网片:所述网片为60g/m2-100g/m2的高强度无碱玻璃纤维网片;步骤6:预压:预压压力为0.3-0.8MPa,预压的保压时间为2-5秒;步骤7:第2次投成型料:投入所述成型料总重量的3/5;步骤8:第2次刮料:用平刮板将所述第2次投入的所述成型料刮平;步骤9:第3次放网片:所述网片为60g/m2-100g/m2的高强度无碱玻璃纤维网片;步骤10:放置黑纸后,放置孔环;步骤11:压制成型:压制成型压力为8-10MPa,保压时间为4-10秒,压制成型后的树脂砂轮半成品坯料厚度在1.9-2.1mm内;步骤三、烧制成品:烧制时间为18~24小时,:烧制温度为50℃~200℃。







 豫公网安备41019702003604号
豫公网安备41019702003604号